目次
無料フィラメントに応募した事の発端
過日。ひそかに私が熱い視線を送り続ける、国内で自作の3Dプリント用フィラメント(材料)押出機を作っているフィラメントマスターのNature3Dさんが、フィラメントの無料プレゼント&レビューお願いをしていたのでした。
折しも、フィラメントのアニール処理についてNature3Dさんに質問していた矢先の出来事で、このフィラメントはアニール処理できるものとのこと。
アニール処理とは?なんとまあ!
いわゆる金属の「焼きなまし(英語で Annealing)」で、プラスチック内の歪みを取る目的で行われる。(気になる人は「残留応力」で調べてね)
PLAでアニール処理する場合は耐熱性の向上、耐衝撃性の向上を目的としている・・・らしい。
具体的には100度前後のオーブンに20分投入らしい。ご家庭でもできるね
これはもう頼むっきゃない!
待ってろアニール!
というわけで申し込んだらすぐ届いた。


フィラメントの端っこを剥がれやすいテープで止めてあって、ああそりゃこうしてた方が合理的だよなぁ、と納得。
(市販品は、折り曲げてスプールの穴に通してあるものがほとんど。折り曲げた分が無駄になる) こういう小さなところに視点が行くって、私はすごい重要だと思う。
これは期待ができますぞ!
作るのはもちろん…浄水器ヘッド「PBP-01」
先日公表した、ペットボトルを浄水器に変えるユニット「PBP-01」。
あわせて読みたい


さらばカートリッジ! ペットボトルを浄水器に変える3Dプリント製の「PBP-01」完成!
ども。テンダーです。すっかりマイプロジェクトに注力して発信がおぼつかない昨今。というわけで、ここ数ヶ月の間に作ったNEWアイテムをお知らせします! 【突然だけど...
しかし用途の性質上、お茶(耐熱)ペットボトルとシリコンチューブ と、PBP-01とが一度に煮沸熱湯処理できると、とっても衛生管理がラク。

「LFY3M」をプリントする
フィラメント「LFY3M」の装填
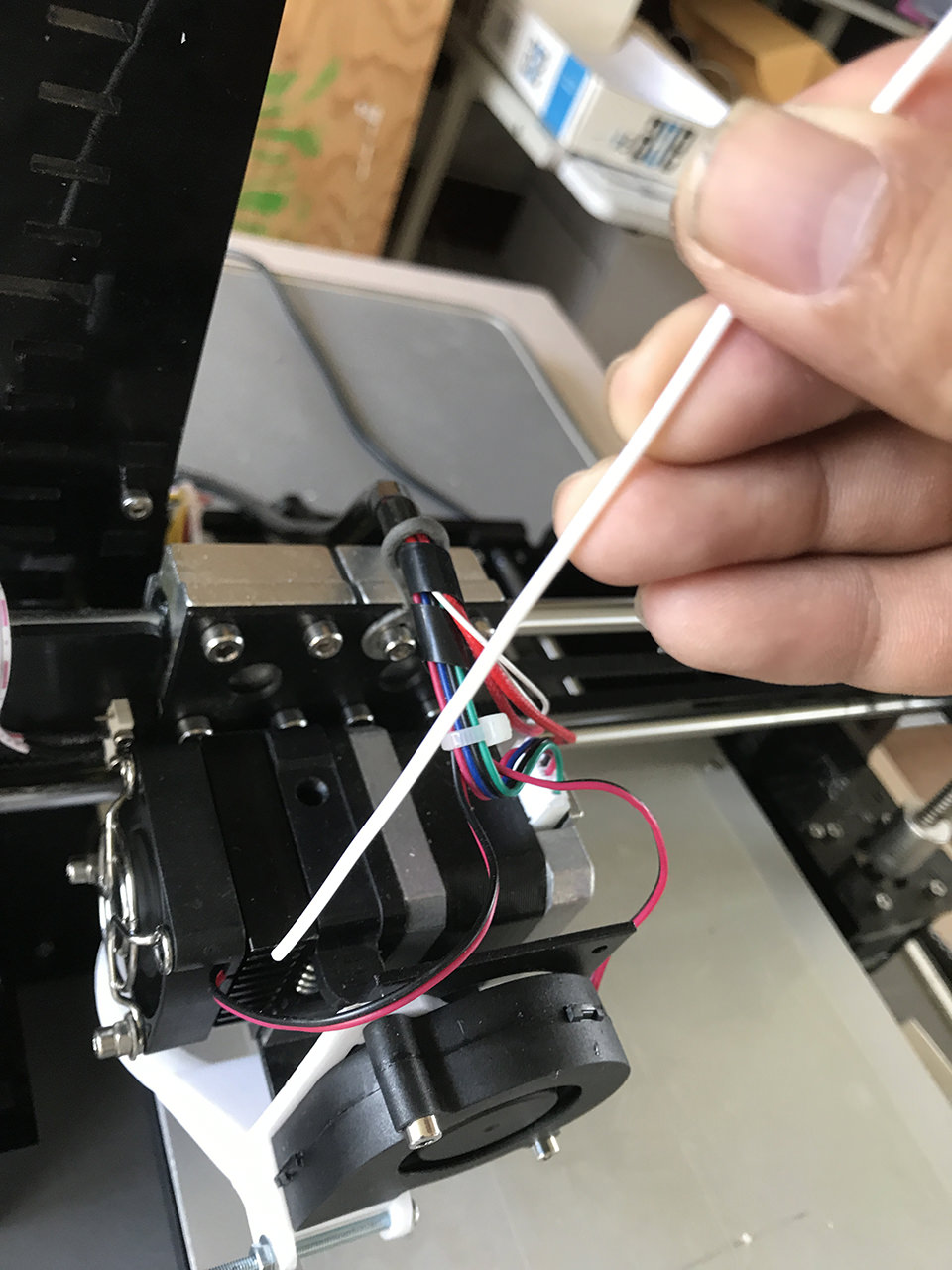
フィラメントが硬く(靭性が少ない)、指で曲げると戻りがないというか、曲げたら曲げた形で止まるというか。
「ああ、普通のPLAとは別物なんだな」と、当たり前なんだけどビックリしながら理解。
ちょっと曲げすぎると折れそうな感触。
ちなみに今回使うPrusa i3(HICTOP / 3DP-08)は、エクストルーダーへのフィラメント挿入時にかなりまっすぐ差し込まないとホットエンドまで届かないので、ここは気をつけながら作業。(中で折れると面倒なので)
試行錯誤すること数分、ホットエンドから初垂れ(ハナタレ)が出てきました!
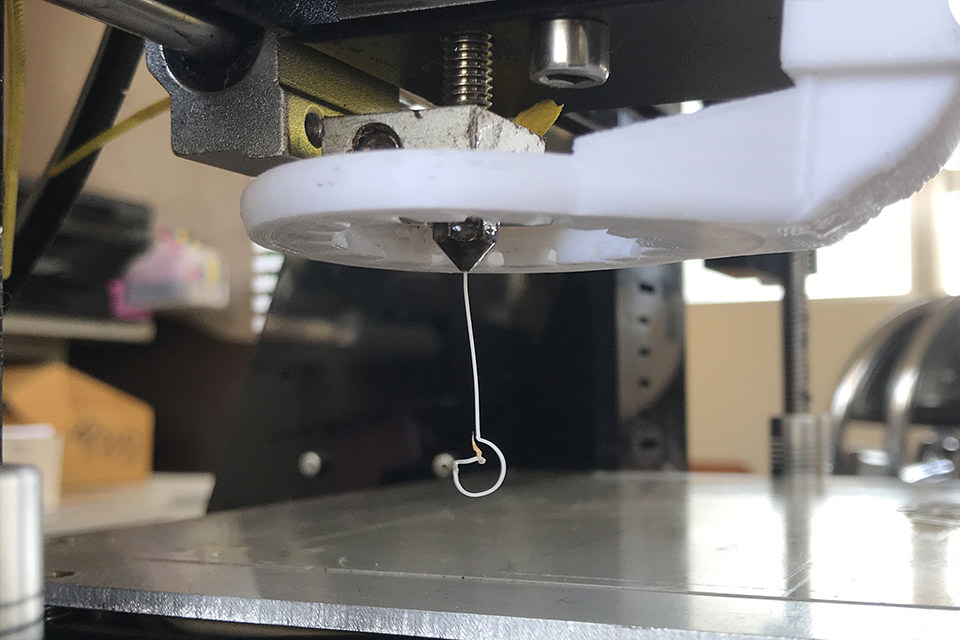
背景汚いけど、まあそんなことはいいじゃないか!
いざ「LFY3M」のプリント!
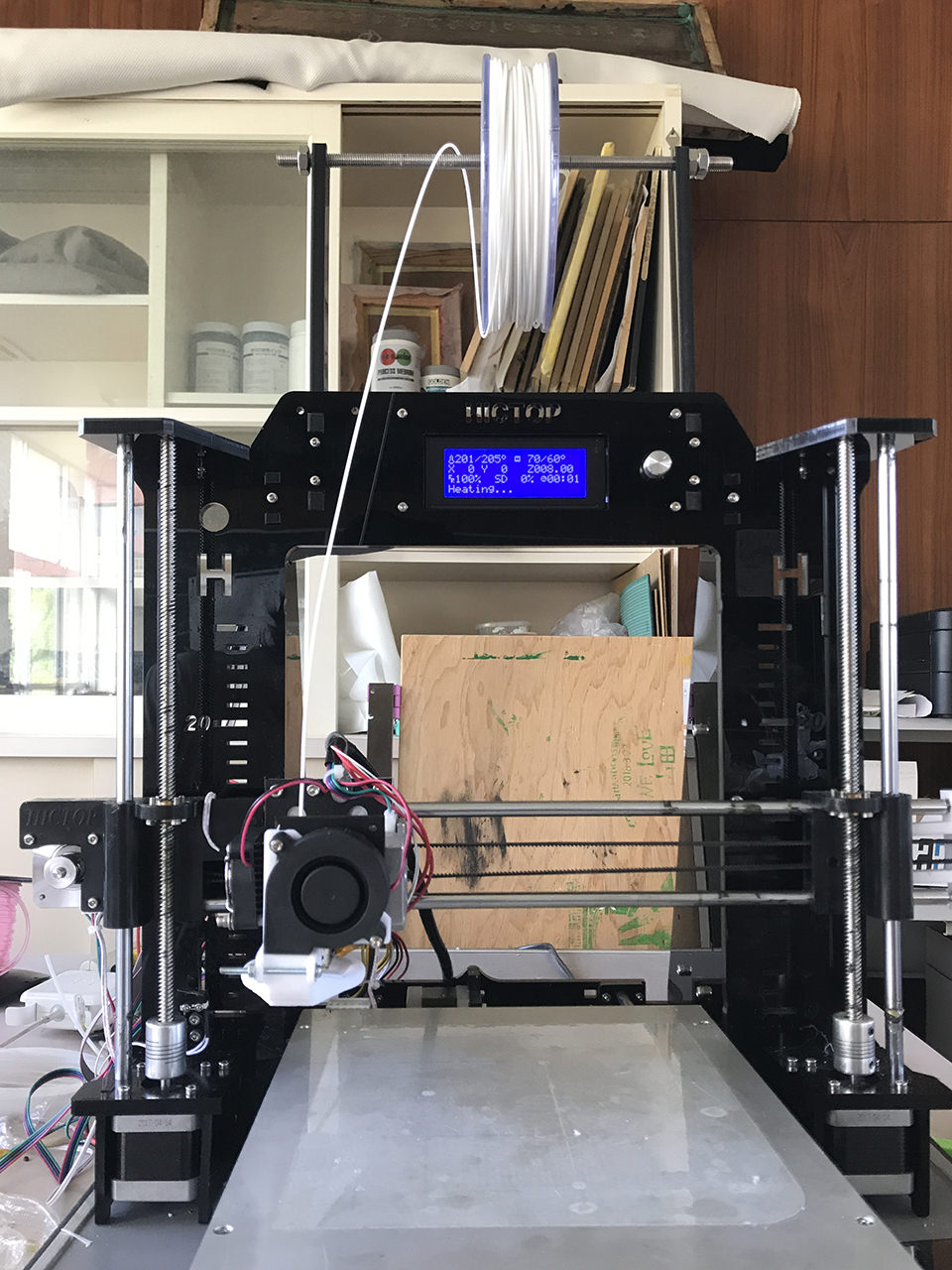
今回はNature3Dさんの推奨設定範囲で、– ノズル 215度
– ベッド 40度
でやってみました。
スライサーは Ultimaker Cura で、
0.1mm積層のサポートあり。
それ以外の設定は、普段使っているフィラメント「cleality3D」と同じ設定。
ベッドには3Mの3Dプリンタープラットフォームシートが貼ってあります。
なんかうまく言えないけど、若干粘るように見える。
プリント完了まで4時間ちょっと。
4時間後にはこれができているはず。
首と髭を長くして待つことに。
「LFY3M」プリント完了!
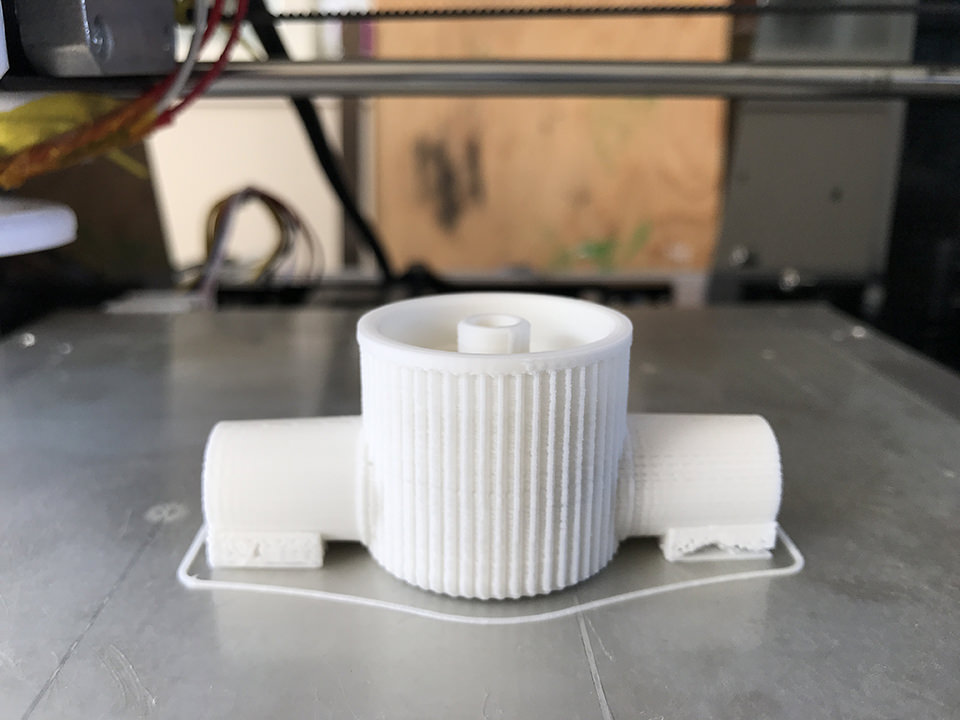
おお!
綺麗だ!
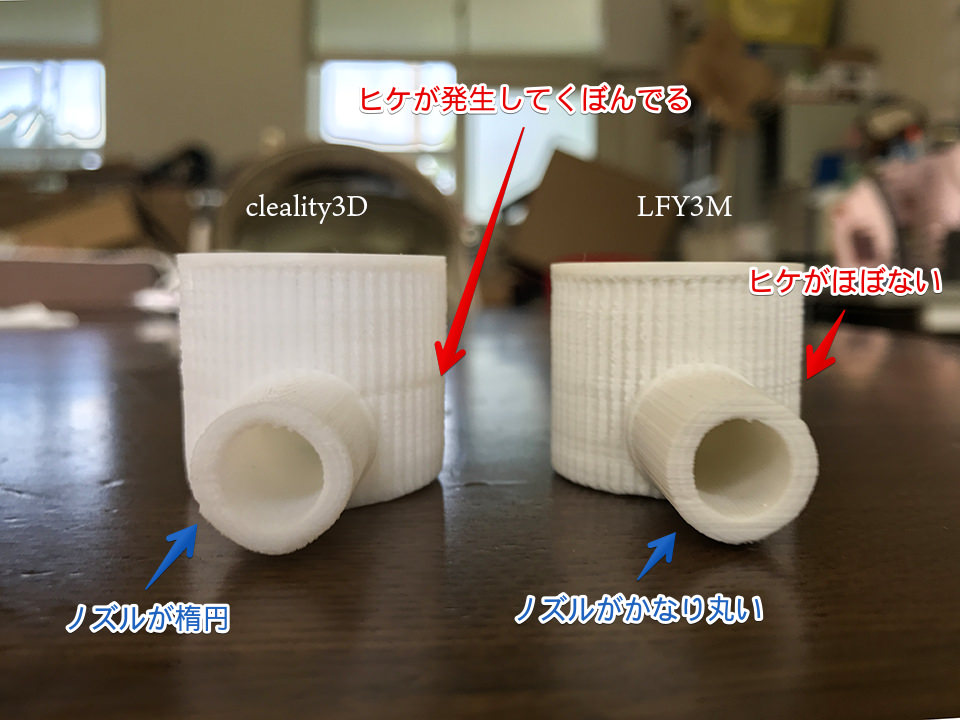
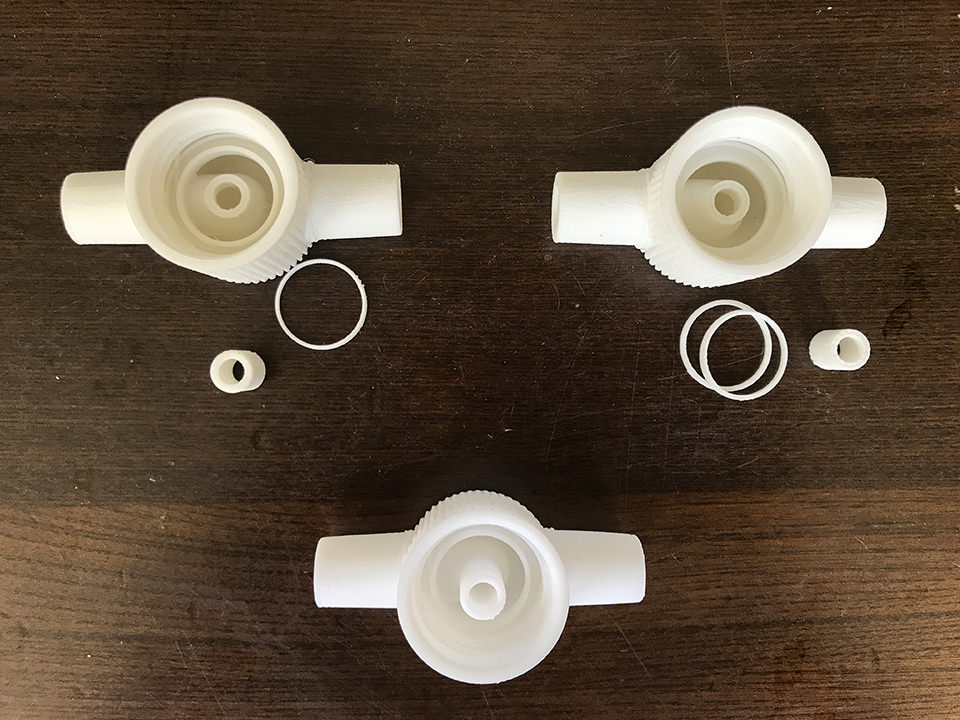
LFY3M使用品は、Z軸方向への円が綺麗に出る
お写真左が普段使っているフィラメント cleality3D。右が今回のLFY3M。 一番嬉しいのは、ノズル部分がかなり正円に近い丸になっているところ。
このノズルはテーパーノズルなので、端が細く奥が太いのだけど、3Dプリンタでテーパーノズルをこの方向で出そうとすると、かなりプリント精度が落ちるのね。
それがしっかり丸になっているのはかなりありがたい。(水が漏れにくい)
LFY3M使用品は、肉厚部のヒケがない
そしてお次は、内部が肉厚になっているところの外側面にヒケ(プラスチックが冷える時の収縮タイミングのズレで生まれる形状の歪み)が出ていたのが、かなり綺麗になくなった!うーん、優秀!
優秀な子!
LFY3Mは cliality3Dよりちょっと重い。
今回の造形を持ち上げた時、「むむ、重い!」と思ったのだけど、計ってみたらLFY3Mが 23g、
cliality3Dが 19g
でした。人間の手って4gでわかるんだね!
こんなことがあるのか! サポートが、サポートが・・・!!
ダイナミックラボのRAISE3D N1(32万円相当)ではこういうこともあったけど、Prusa i3では一度もなかった現象。
スライサーソフト CURAの設定の良さ(サポートインターフェースの有無は超重要)もあるけど、LFY3Mはベッドに食いつきがいい、ということもあると思う。
そして持ち上げただけで取れる、ということはもしかして、、、
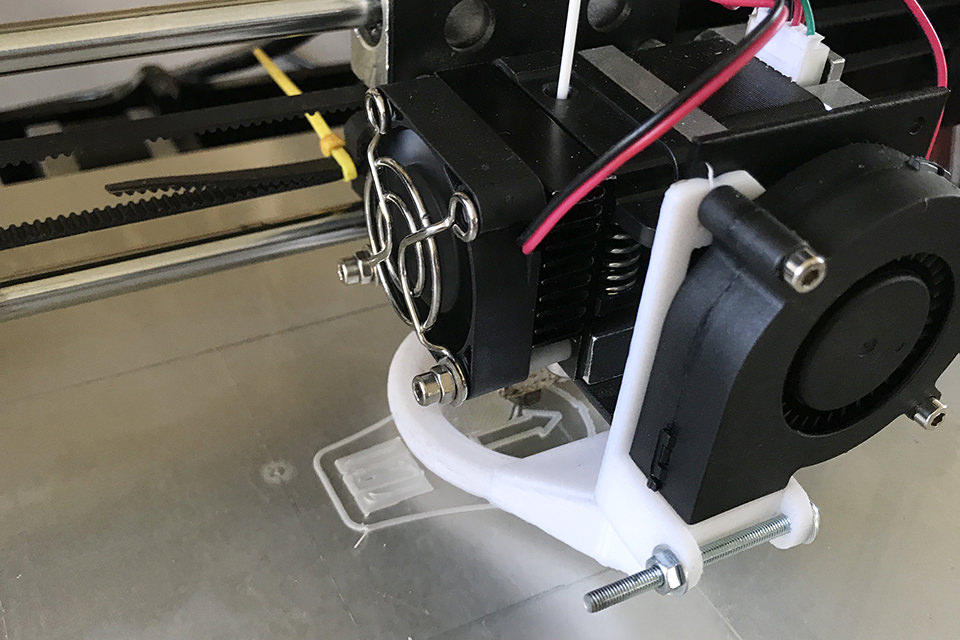
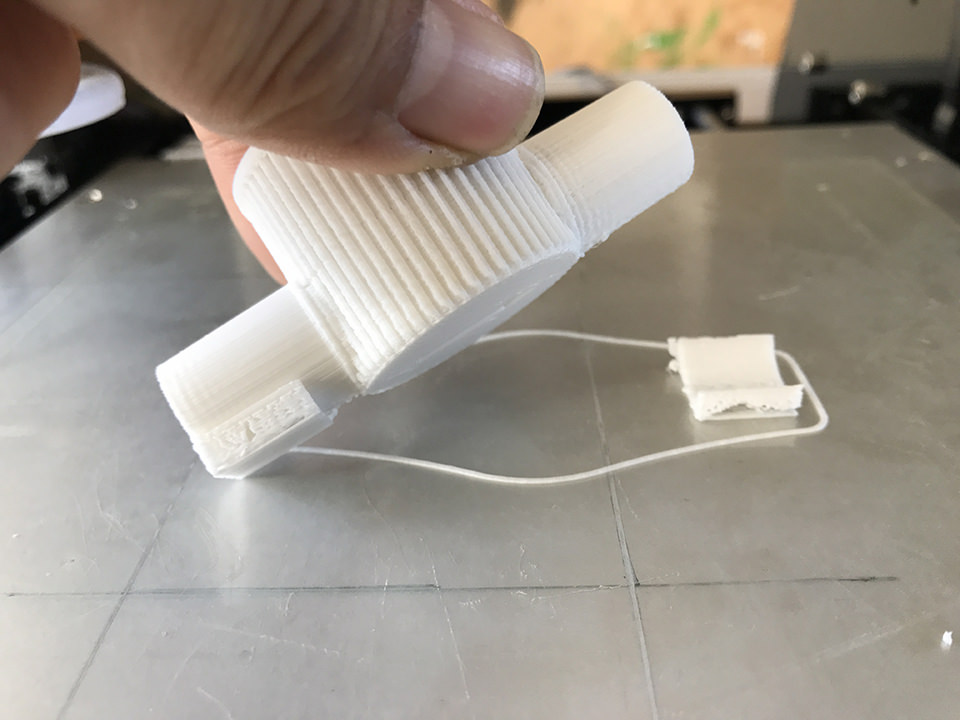
指だけでサポートが綺麗に取れる

こちら実際のリアルタイムの写真ね。この持ち方でサポートがこんだけ綺麗に取れちゃうの。かさぶたより圧倒的に簡単に取れるからね。なんだこれ。

フィラメントでこんなに違うのか・・・!(今までの試行錯誤はなんだったのか・・・!)
ところが気を良くして次のプリントをしようとしたら、、、

高さ調整、ベッド温度、ファンスピードなど変えてみても効果なし。
もしやと思って8×4を吹くと、ベッドにぴったりくっついた。 そこで Nature3Dさんに聞いてみたところ、Nature3Dさんの環境では「黄色いマスキングテープを貼るだけで食いついている」とのこと。 うちの環境だと、3Mのシートが貼ってあるので、それとの何かの兼ね合いなのかしら?
ちなみにこの後でも同じ現象が起きたので、うちの環境でLFY3Mを使う場合は8×4が必須のようです。
そして翌日。靭性って不思議なものですね(愛燦燦)

ダイナミックラボは基本的に湿度高いので(常時60%以上、平均70〜80%)、それが影響したのだろうか?
なんにせよ靭性の少なさは他の挙動を引き起こすわけですな。
今度、Nature3Dさんに聞いてみよう。
いよいよアニール処理だ!
その後、100度20分でアニール・チン!
オーブン内で放置して室温に下がるまで待ち、ペットボトルにはめると、、、

特に収縮もなさそうです。
いよいよアニール行ってみようー!
アニール確認、熱湯テスト



耐熱PLAだー!嬉しい。
気になったところ。硬さゆえか肉薄の部分が割れる。

PBP-01をペットボトルに締め込むと、ピシリと嫌な音がして、内部の薄い造形が割れてしまった。同じデータで作ったもう一個(未アニール処理)の方も同じ場所を指で触っただけで取れてしまったのでアニール処理の有無は関係なさそう。
その後、他の弱そうな場所を軽く指で押してみたら、やはり積層割れしてしまった。(普段使っているcliality3Dでは指で押しても積層割れしない)
積層がうまくいっていないのだろうか??
靭性の問題だろうか??
Nature3Dさんに聞いてみたところ
「このフィラメントは吐出後の線幅が一般のPLAに比べて細くなる傾向があります。スライサで線幅の調整をいただければもう少し強度は上げられるかと思います。」とのことで、線幅増やしてみたり、吐出量を上げてみたり温度上げてみたりして、ちょっと強度は上がったものの、やっぱり折れちゃう、という結果でした。
改めてNature3Dさんに聞いたところ
いろいろ検討いただきありがとうございます。とのことでした。一旦理解できるレベルまで認識が追いついたので、ひとまずスッキリ!
肉厚1.5mmだと確かに割れてしまうかもしれません。自分もこのフィラメントを使う場合は肉厚のものに使うようにしています。
というわけでPBP-01のプリントに、このフィラメント「LFY3M」を使う実験は終了します。
肉薄部を持たず、硬さが必要なものを作るのであれば、とっても向いていると思う!
総括。LFY3Mの使用感
というわけで長くなりましたが、2019.9/30現在のLFY3Mについて、テンダー総括。・造形は綺麗に仕上がる。ヒケ抵抗力、サポート周りは素晴らしい
・アニール処理をすれば実際に100℃耐熱として使えるので、3Dプリンタでできることが飛躍的に増えそう
・肉薄部を持つもの、靭性の必要な造形には向かなそう。個人的な感覚としては、セラミックぽいというか、石膏ぽいというか、そんな質感。
そんなLFY3Mのご購入はこちら!

http://nature3d.net/filament/lfy3m.html
それではまたまた!
良い3Dプリントライフを!









コメント